ТРУБА/БАЛКА/ЛИСТ.
ЗВОНИ!
ЗВОНИ!
ХВАТИТ ПЕРЕПЛАЧИВАТЬ ПОСРЕДНИКАМ
Перед началом сгибания профиля, требуется выяснить и определить все его главные характеристики. Это окажет свое непосредственное влияние на радиус, который допускается при закруглении изделия. У профильных труб может быть различная форма сечения. К примеру: прямоугольная либо квадратная формы и др. Зачастую, применяется такой профиль, который имеет прямоугольное сечение. Его используют для строительства теплиц.

Для того чтобы качественно согнуть трубу б/у, без каких – либо существенных повреждений, следует брать во внимание при произведении расчетов высоту профиля. Специалисты не советуют сгибать профили, являющиеся широкими и имеющие стенки до двух миллиметров. В таком случае, целесообразнее всего, прибегнуть к сварке.
Во время сгибания профильных труб существуют свои тонкости и допускаются различные ошибки. Нет возможности произвести сгибание б/у труб в домашних условиях мастерами. Это объясняется тем, что отсутствует необходимый в этом деле опыт и навыки.
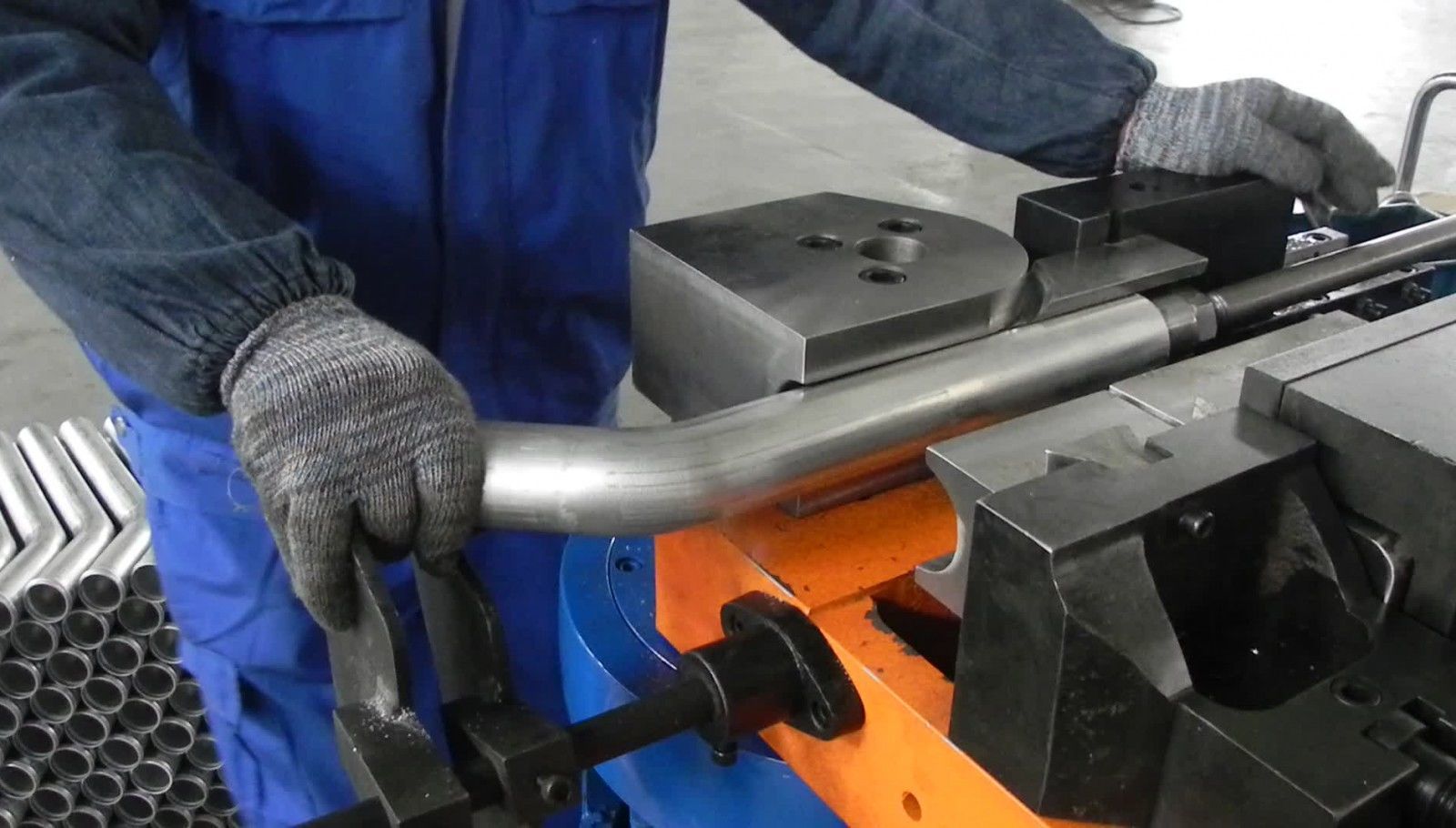
Гибка металла всегда осуществляется под давлением. В отдельных случаях требуется нагревание металла для того, чтобы вся процедура шла плавно. Благодаря этому, происходит сжатие трубы с одной стороны и ее растяжение с противоположной стороны.
При несоблюдении всех требований, это может повлечь за собой возникновение следующих трудностей:
Учитывая все эти нюансы, необходимо выбрать качественный и правильный способ гибки б/у труб.

Во время процедуры сгибания, стенка б/у трубы подвергается сильному растягиванию. Это происходит по внешнему краю. В связи с этим осуществляется истончение материала, из которого она сделана. По той стороне трубы, находящейся внутри, происходит сминание стенок и образование складок. Это может случиться при неверном и некачественном сгибании. Такие дефекты оказывают пагубное влияние на внешний вид трубы и на ее прочность.
Для качественного сгибания б/у трубы, ее стенки не обязаны сминаться. Ее материал должен растягиваться с внешней стороны равномерно.
Основными методами сгибания б/у труб являются:
Каждый из этих способов имеет как положительные, так и отрицательные стороны, которые необходимо учитывать во время процедуры сгибания б/у трубы.
Сущность горячего метода заключается в нагревании трубы и с дальнейшим ее загибанием. Благодаря влиянию высокой температуры, металл получает огромную мягкость. Это облегчает задачу, связанную с его сгибанием. Прежде чем выбрать метод гибки, необходимо определиться, как будет произведено сгибание проката. Это требуется во избежание возможной деформации трубы.
Такой метод может применяться зимой. Происходит заливание воды в трубу. Один из ее концов качественно заделывают от всевозможных протеканий. После замерзания жидкости, профиль приобретает податливость. Это способствует удобной работе с ним. Зачастую, таким методом происходит сгибание такого трубопроката, который имеет небольшое сечение.
Выделяют следующие виды таких станков:
1.Арбалетный
Применяется для металлического проката, имеющего круглое сечение. Имеются механический, гидравлический, а также электрический станки. Используется специальная насадка. Она имеет требуемый диаметр, который получил название: башмак. Такие станки характеризуются высокой надежностью, удобством и легкостью в использовании и обслуживании, точностью процесса гибки, выполнение работы быстрыми темпами.
2.Пружинный
Пружина из стали, имеющая определенную длину и требуемый диаметр. Станок осуществляет сгибание трубопроката на сто восемьдесят градусов. Ему характерна: простота в конструкции, умеренная цена, прочность и большой срок службы.
3.Сегментный
Производит сгибание материала, являющегося медным. Его диаметр составляет около сорока миллиметров. Гибка происходит при помощи рукоятки – рычага. К ней прикрепляется валик. При повороте рукоятки, происходит загибание трубы по сегменту валиком.
4.Дорновый
Применяется для осуществления гибки, имеющей средний и большой диаметр, а также с тонкими стенками. Это устройство имеет высокую стоимость и управляется с использованием компьютера. Станок гнет б/у трубу путем наматывания ее на шкив. Преимущества этого вида станка заключается в том, что у него имеется дорн – он вводится вовнутрь изделия и не даёт возможности для его смятия.
К таким средствам можно отнести:
Предыдущая статья:
Следующая статья:


