ТРУБА/БАЛКА/ЛИСТ.
ЗВОНИ!
ЗВОНИ!
ХВАТИТ ПЕРЕПЛАЧИВАТЬ ПОСРЕДНИКАМ
Бесшовные трубы бу нашли применение в машиностроительной и оборонной промышленности, в медицине и коммунальном хозяйстве, но наибольшим спросом они пользуются в энергетике и добывающей отрасли. Они работают в теплообменных аппаратах, паропроводах, в тепловых котлах, в сосудах высокого давления, в устройствах для транспортировки нефти и газа. От традиционных сварных изделий их отличают заметно более высокие механические и эксплуатационные свойства, обусловленные особенностями технологии производства.
В процессе производства труб бу металл подвергается значительной деформации, поэтому стали, из которых делаются заготовки, содержат относительно малое количество углерода – не более 0,4 %. Эти материалы обладают высокой пластичностью.
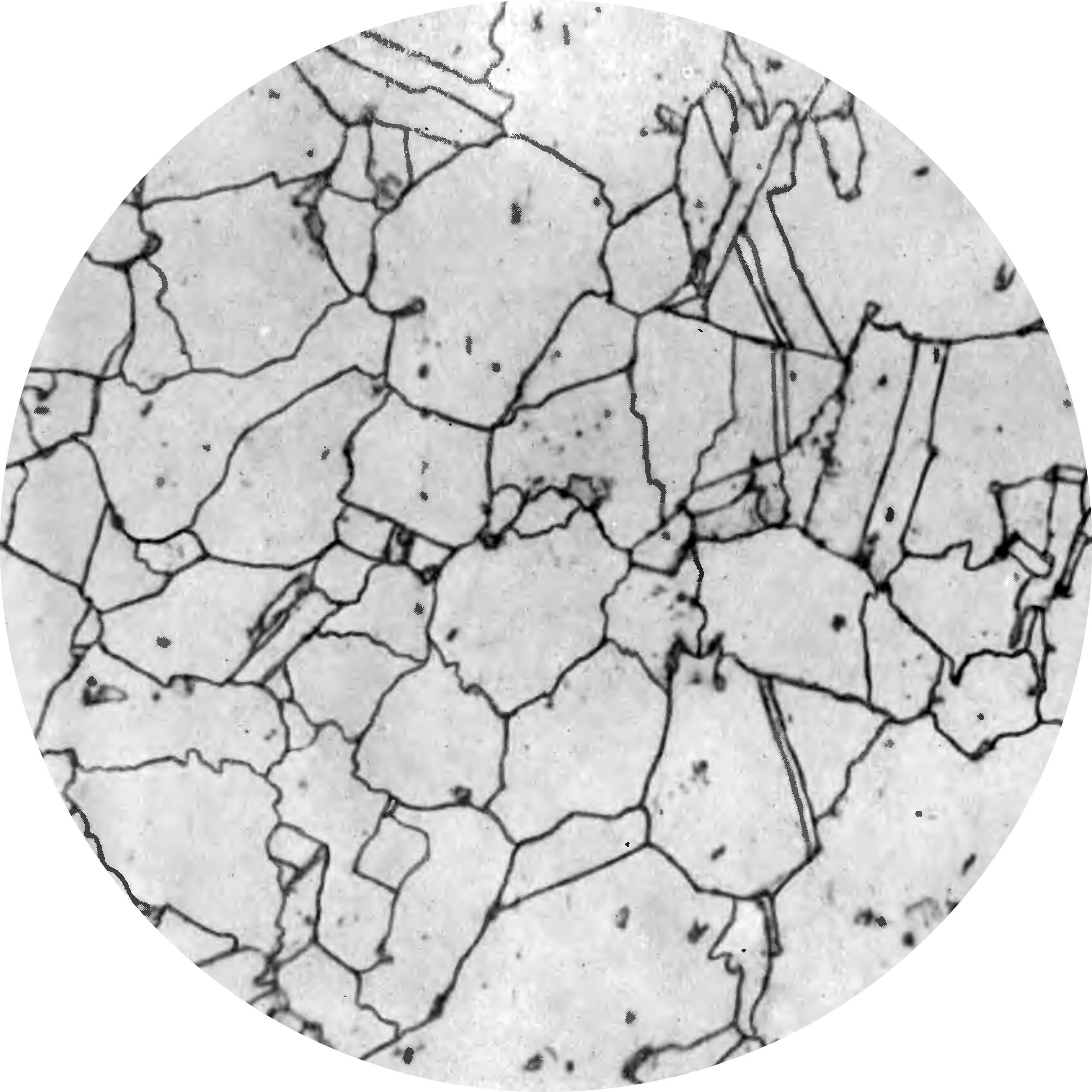
Для заготовок используют как качественные стали (например, 10, 20, 35, 45) со сниженным количеством вредных примесей – серы и фосфора, – так и обыкновенного качества (например, Ст4сп, Ст5сп). Они относятся к доэвтектоидным сплавам, поэтому имеют феррито-перлитную структуру.
В том случае, когда к бесшовным трубам бу применяются специальные требования, их изготавливают из железоуглеродистых сплавов со специальными добавками:
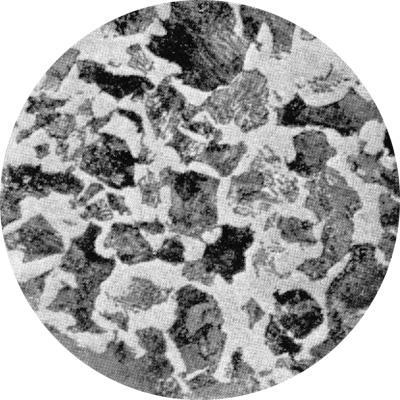
В первом случае суммарное содержание добавок не превышает 5 %, поэтому структура практически не отличается от углеродистых сталей и представляет собой смесь феррита с перлитом. Как правило, вводятся хром, никель, марганец, кремний – каждый в пределах 1 %. Чаще всего трубы производят из сталей 10Г2, 20Х, 40Х, ЗОХГСА, 15ХМ, ЗОХМА.
Во втором случае процент специальных добавок значительно выше – более 10–15%. Основным легирующим элементом являются хром (более 8 %), обеспечивающий коррозионную стойкость. Кроме того, добавляются никель (6–25 %), титан и молибден (каждый около 1 %). Примерами таких материалов являются: 08X13, 08Х17Т, 12X13, 12X17, 15X28, 15Х25Т, 04Х18Н10, 10Х23Н18, 08Х17Н15МЗТ, 08Х18Н10, 08Х18Н10Т, 08Х18Н12Б, ОХ18Н12Т, 08Х20Н15С2 и др. Они относятся к аустенитному классу и имеют одноименную структуру.
В зависимости от того, каким методом производятся стальные бесшовные трубы бу, их делят на две категории:
Выпуск горячекатанных изделий и их параметры регламентируют ГОСТы 8731-87, 8732-78 и 550-75, холоднотянутых – ГОСТы 8733-87 и 8734-75.
В общем виде процесс производства включает несколько стадий:
1. Подготовка заготовок.
2. Прошивка (получение полой толстотенной гильзы из сплошной заготовки).
3. Раскатка (уменьшение диаметра и толщины стенки гильзу путем деформации на оправке в раскатных станах).
4. Горячая отделка (обкатка, калибровка, редуцирование).
5. Охлаждение.
6. Контроль качества.
7. Пакетирование.
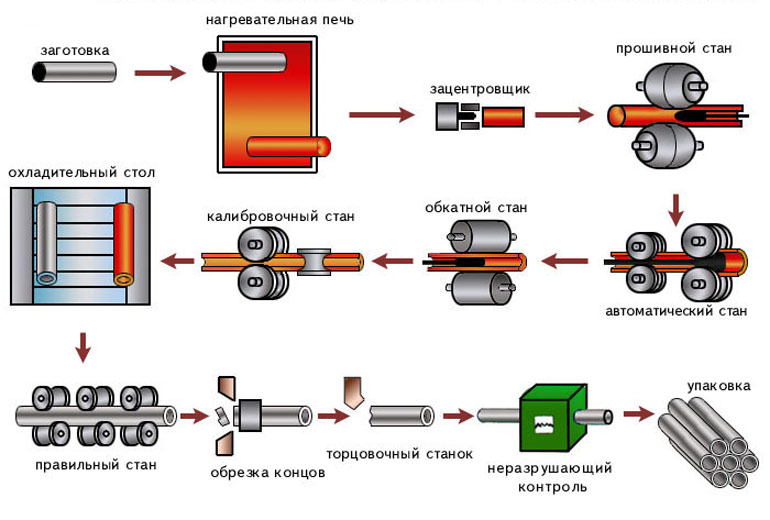
Любой технологический процесс производства труб бу начинается со стола заготовок. Здесь из сплошных круглых штанг получают отрезки заданной длины. Для этого после нагрева их ломают на гидравлических прессах по предварительно сделанным надрезам или разрезают на пресс-ножницах.
Сформированный пакет заготовок направляют к погрузочной машине. Она располагается перед печью с вращающимся подом, которую предварительно нагревают до +1150 до +1270 °С . Конкретная температура нагрева зависит от марки стали.
Затем нагретую заготовку по рольгангам и стеллажам подают к зацентровщику, на котором по оси заготовки делают углубление, а после этого передают в желоб прошивного стана.
В зависимости от формы рабочие валки прошивных станов делятся на три группы:
Валки располагаются в вертикальных плоскостях параллельно оси симметрии стана. Ось валка с осью прошивки образует угол, который называется углом подачи. В зависимости от размеров гильзы он составляет от 8 ° до 15 °.
Во время прошивки нагретая заготовка вводится толкателем в валки стана, где она прошивается, и на выходе получается гильза с отверстиями. Ее наружный диаметр приблизительно равен диаметру заготовки, а длина увеличивается от 2 до 4 раз. Это происходит за счет появления отверстий.
Процесс формирования толстостенной гильзы сопровождается макроструктурными изменениями в металле. При обжатии заготовки по диаметру до 3–5 % в осевой зоне возникают растягивающие напряжения, как в направлении прошивки, так и в перпендикулярном направлении. В то же время от валков в вертикальном направлении действуют сжимающие напряжения.
Таким образом, происходит разрыхление металла, возникают микроскопические поры, что существенно облегчает внедрение оправки в заготовку и способствует формированию отверстия в ее осевой части.
Гильза, полученная на прошивном стане, подвергается раскатке в трубу бу требуемого диаметра и толщины стенки. После выхода из последней клети стана из нее извлекается оправка. Для этого труба бу упирается в люнет, а извлеченная оправка, разогретая в процессе деформации, передается в охлаждающую среду. Обычно для этого используются ванны с водой. Здесь она охлаждается до температуры + 150–+400°С. На оправку наносится смазка, и она снова передается в стан для использования.
Труба бу после извлечения оправки имеет смятый конец. Это может препятствовать ее дальнейшему перемещению или – в худшем случае – вызвать поломки транспортирующих механизмов. Чтобы предотвратить негативные последствия, конец обрезается дисковой пилой.
Для того чтобы готовые трубы бу имели размеры, соответствующие заданному сортаменту, в технологическую цепочку включается два стана – редукционный и калибровочный. Перед редуцированием трубы подогревают в индукторах примерно до + 1000 °С.
Завершающая операция – охлаждение труб бу на охладительных столах. После этого для устранения продольной кривизны изделия подвергаются правке на правильных станах. Специально откалиброванные валки осуществляют продольное перемещение труб, ликвидируя все осевые искривления. Торцовка концов труб бу выполняется на токарных станках. Кроме того, при необходимости снимаются фаски.
После этого трубы бу подвергаются контролю. Они проходят обязательную проверку на растяжение. Кроме того, по требованию заказчика могут проводиться испытания:
Годные изделия передают к вязальной машине для пакетирования.
Этот технологический процесс почти полностью повторяет способ горячей деформации, отличие появляется лишь на завершающей стадии, когда практически готовые изделия дополнительно протягивают через калибровочное отверстие. Сортамент холоднотянутых труб регламентируется ГОСТом 8734-75.
Трубы бу, произведенные по данной технологии, не имеют шва, поэтому они обладают более высокой прочностью, чем сварные аналоги, меньше загрязняются в процессе эксплуатации, и, как следствие, намного лучше сопротивляются коррозии, даже если делаются не из коррозионно-стойких сталей.
Предыдущая статья:
Следующая статья:


